![]()
Recibido, 07/08/2020 Aceptado, 20/08/2020
DOI:10.25127/aps.20202.562
Artículo original
![]()
![]()
![]()
![]()
Milagros S. Granda-Santos1
, Santos T. Leiva-Espinoza1
, Manuel Oliva1
, Manuel Emilio Milla Pino2
La industria del chocolate contribuye a dinamizar la economía de miles de familias, de pequeños productores de cacao de todo el mundo. El objetivo de la investigación fue realizar la caracterización fisicoquímica y sensorial del chocolate para taza, elaborado con harinas de quinua, maca y plátano. Para ello, se inició con la producción y posterior análisis proximal de muestras para determinar el contenido de carbohidratos, cenizas, grasas, humedad, proteínas y energía total de cuatro formulaciones, a los que además se aplicó un análisis sensorial. Los resultados indicaron que la formulación T4 alcanzó mayor contenido de proteína con un valor de 13,18 (Nx6,25)g / 100g. siendo ligeramente superior al resto. Además, el chocolate para taza elaborado con 100% pasta de cacao, fue el que superó en grasa, humedad y energía total al resto de formulaciones. Por otro lado, en el análisis sensorial se determinó la existencia de diferencias estadísticas para aroma, sabor y textura en cada uno de las formulaciones evaluadas. Se concluye, que mediante la adición de harinas como la de quinua, maca y plátano, se mejora sustancialmente las características fisicoquímicas en cuanto a nivel de proteína, textura y carbohidratos del chocolate para taza, que además alcanzó niveles aceptables en el análisis sensorial.
Palabras claves: chocolate para taza, cacao, harina, nutrientes.
The chocolate industry contributes to energize the economy of thousands of families, of small cocoa producers around the world. The objective of the research was to carry out the physicochemical and sensory characterization of chocolate for cup, elaborated with quinoa, maca and banana flours. For this purpose, it was started with the production and later proximal analysis of samples to determine the content of carbohydrates, ashes, fats, humidity, proteins and total energy of four formulations, to which it was also applied a sensory analysis. The results indicated that the T4 formulation reached a higher content of protein with a value of 13.18 (Nx6.25)g / 100g. being slightly higher than the rest. In addition, the cup chocolate made with 100% cocoa paste, was the one that exceeded the rest of the formulations in terms of fat, moisture and total energy. On the other hand, in the sensory analysis it was determined the existence of statistical differences for aroma, flavor and texture in each of the formulations evaluated. It is concluded that through the addition of flours such as quinoa, maca and banana, it is substantially improved the physicochemical characteristics as for protein level, texture and carbohydrates of drinking chocolate, which also reached acceptable levels in the sensory analysis.
Keywords: drinking chocolate, cocoa, flours, nutrients.
![]()
1Universidad Nacional Toribio Rodríguez de Mendoza de Amazonas, Instituto de Investigación para el Desarrollo Sustentable de Ceja de Selva,
Chachapoyas, Perú.
2Universidad de Jaén, Facultad de Ingeniería Civil, Jaén, Perú.
*Autor de correspondencia. E-mail: sadith.granda.santos@gmail.com
El chocolate forma parte de una industria multimillo- naria, que contribuye al desarrollo económico de miles de familias de pequeños productores de cacao en todo el mundo (Pang Tahu, 2004). Este producto es descrito como una suspensión de partículas sin grasa (azúcar, sólidos de cacao y partículas de leche en polvo), dis- persadas en manteca de cacao como una fase continua (Beckett, 2009; Sokmens y Gunes, 2006). Tiene como fuente de materia prima a las semillas o granos del cacao (Teobroma cacao L.), árbol que constituye un importante cultivo de las regiones tropicales y húme- das de todo el mundo (Cheesman, 1944).
El chocolate para taza, es sólo uno de los múltiples tipos de uso del cacao, y es producido por simple tueste de las semillas junto a procesos de transformación elemental, obteniendo la pasta de cacao que constituye una de las formas más básicas de este producto (INACAL, 2017b). Este tipo de chocolate, también se denomina chocolate negro, amargo o puro, y se sugie- re que al formar una mezcla con al menos un 18% de harina o almidón, éste es considerado chocolate para taza, propiamente dicho (INACAL, 2017a).
Hoy en día, el mercado globalizado de productos como el chocolate para taza, lo constituyen consumi- dores cada vez más exigentes y sugieren la elaboración de productos innovadores que puedan satisfacer la múltiples necesidades de la alimentación humana. Por lo que un chocolate de este tipo, no solo deberá tener mejor aroma, textura, sabor o color, sino también un incremento en el nivel nutricional, para que se comple- mente una necesidad en la alimentación, que puede alcanzarse mediante la adición de harinas de alto con- tenido nutricional a la fórmula de preparación del chocolate para taza (Vásquez, 2009; Valenzuela, 2007). Además podría convertirse en una alternativa de producción y mejora de valor agregado, para el pequeño productor de cacao y chocolate.
Las harinas de productos como la quinua, la maca o el plátano, son importantes fuentes de carbohidratos, proteínas, vitaminas y varios nutrientes adicionales. Esto los convierte en productos con un potencial ideal,
y una adecuada respuesta a la mezcla con la pasta de cacao, que busca lograr un incremento en el valor nutricional en el chocolate para taza, sin afectar las características sensoriales del mismo (Piacente et al., 2002; Menezes et al., 2011; Mujica et al., 2006).
En la presente investigación, se formulan tres tipos de chocolates para taza, mediante la sustitución parcial de la pasta de cacao por harinas de quinua (30%), maca (30%) y plátano (30%). Se pretende contribuir e incre- mentar el contenido nutricional de un chocolate para taza, con estas harinas, sin que haya alteraciones sus- tanciales en sus propiedades sensoriales. Por ello se realizará la caracterización fisicoquímica y sensorial, con el fin de determinar la composición final de un producto novedoso y con características nutricionales importantes.
Se establecieron 4 formulaciones chocolate para taza: La T1 correspondió a una formulación de 100% de pasta de cacao; la T2 correspondió a una formulación de 70% de pasta de cacao y 30% harina de quinua; la T3 correspondió a una formulación de 70% de pasta de cacao y 30% harina de maca; y la T4 correspondió a una formulación de 70% de pasta de cacao y 30% harina de plátano.
En la producción de los chocolates para taza se utiliza- ron granos de cacao fino de aroma, provenientes de plantaciones de cacao de productores de la Cooperati- va de Servicios Múltiples APROCAM, ubicada en la provincia de Bagua, Región Amazonas. El proceso inicial se realizó en los ambientes de la empresa, Agroindustria Eco Products Consulting Groups SAC, y posteriormente en el Laboratorio de Cacao del Insti- tuto de Investigación para el Desarrollo Sustentable de Ceja de Selva (INDES-CES )de la Universidad Nacio- nal Toribio Rodríguez de Mendoza de Amazonas (UNTRM). Las harinas de quinua, maca y plátano fueron adquiridas en el mercado central de la ciudad de Chachapoyas, y no pasaron por tratamiento previo a su adición en la mezcla con la pasta de cacao. Se separó
El tostado de los granos de cacao se realizó en un tosta- dor rotatorio de la marca Maquiagro Perú, al 80% de su capacidad, el cual fue sometido a calentamiento y luego programado a una temperatura constante de 120°C. El tostado de los granos de cacao se produjo una vez encontrado el sonido del “crack del tostado”, suceso que se alcanzó en un tiempo aproximado de 30 min. Posteriormente, los granos tostados de cacao pasaron por una descascarilladora de la marca Maquiagro Perú, obteniéndose los nibs de cacao (gra- nos tostados sin cáscara), los que seguidamente fueron pasados por un molino de martillos para obtener el licor de cacao (Codini et al., 2004; Herrera y Ospina, 2016).
En el Laboratorio de cacao, cada uno de los compo- nentes (o ingredientes) que conforman las formulacio- nes fueron colocados en un refinador de rodillos de piedra, marca SS Premier modelo PG503, durante 6 horas a una temperatura de 50°C logrando una pasta de cacao de 22 micras. Posteriormente, la mezcla fue sometida a un proceso de templado manual, colocando el producto en un recipiente con baño maría logrando una fluctuación de temperatura desde 50°C (alta) hacia 27°C (baja) y finalmente se mantuvo a 30°C, batiendo la mezcla de manera constante. Con ello se generó el brillo en la tableta de chocolate para taza. Seguida- mente, se procedió con el pesado y moldeado del cho- colate, para lo cual se empleó moldes de acero inoxida- ble, con capacidad para un peso uniforme de 100 g por barra de chocolate. Este proceso finalizó realizando una ligera vibración manual de los moldes, para liberar las burbujas de aire generadas en el moldeado, para luego ser colocadas en un refrigerador a 16°C y por un tiempo aproximado de 15 min. Finalmente se empacó
en papel manteca, y fue almacenado a temperatura ambiente hasta un posterior análisis fisicoquímico y sensorial.
Dentro del proceso de producción del chocolate, en cada una de las actividades fueron registrados los valores correspondientes a los pesos de entradas y pesos de salidas para estimar el balance de materia, lo cual permitió determinar pérdidas de producto a lo largo del proceso, verificando la eficiencia en cada una de las etapas.
Un total de 500 g de chocolate por cada formulación, fueron seleccionados y enviadas al laboratorio Socie- dad de Tratamiento Técnico S.A.C. acreditado por el Instituto Nacional de Calidad (INACAL), a fin de determinar las características fisicoquímicas mediante un análisis proximal. Se determinó el contenido de carbohidratos, producto de la diferencia después de haber completado los análisis de cenizas, fibra, grasa total, proteína total y humedad; el contenido de ceni- zas, mediante la calcinación a temperaturas entre 550
– 600ºC de la muestra; grasa, mediante el método de extracción Soxhlet; humedad, mediante secado en una estufa de 105ºC - 130ºC hasta obtener un peso constan- te; proteínas, por el método Kjeldahl y finalmente la determinación de energía total por cálculo.
Para el análisis estadístico de la prueba organoléptica se utilizó la prueba de Friedman a un nivel de significa- ción del 5%, para identificar si existen diferencias significativas entre las fórmulas propuestas. Todo ello, fue procesado con el software estadístico Statistix 8.0.
En la tabla 1 se presenta un resumen del balance de
materia del proceso productivo (ingreso, salida y por- centaje de pérdida) de los chocolates para taza, donde se observa que el volumen de ingreso de granos de cacao fue de 3,40 kg para los ensayos de chocolate 100% pasta de cacao y de 2,40 kg para la obtención de chocolate con harinas de quinua, maca y plátano. Se observa también que a través del proceso de produc- ción se generaron pérdidas, que variaron de acuerdo a cada etapa. Por ejemplo, en el descascarillado se pro- dujo en mayor intensidad (8,5%). En el resto de etapas, las pérdidas fueron motivadas por la misma naturaleza del proceso, llegando finalmente a obtener un peso de 2,90 kg para el chocolate 100% pasta de cacao y un peso de 2,93 kg para los chocolates con harinas. Final- mente se detalla que las pérdidas totales alcanzaron el 15,4% en ambos procesos.

Recepción del grano | Ingreso (kg) 3,40 | Salida (kg) 3,40 | Pérdida (%) 0,00 | Ingreso (kg) 2,40 | Salida (kg) 2,40 | Pérdida (%) 0,00 |
Selección | 3,40 | 3,39 | 0,40 | 2,40 | 2,39 | 0,40 |
Tostado | 3,39 | 3,28 | 3,00 | 2,39 | 2,32 | 3,00 |
Descascarillado | 3,28 | 3,01 | 8,50 | 2,32 | 2,12 | 8,50 |
Molido | 3,01 | 2,98 | 1,00 | 2,12 | 2,10 | 1,00 |
Formulación | - | - | - | 3,00 | 3,00 | 0,00 |
Refinado | 2,98 | 2,95 | 1,00 | 3,00 | 2,97 | 1,00 |
Temperado | 2,95 | 2,92 | 1,00 | 2,97 | 2,94 | 1,00 |
Moldeado | 2,92 | 2,90 | 0,50 | 2,94 | 2,93 | 0,50 |
Refrigerado | 2,90 | 2,90 | 0,00 | 2,93 | 2,93 | 0,00 |
Envasado y etiquetado | 2,90 | 2,90 | 0,00 | 2,93 | 2,93 | 0,00 |
Total | 15,40 | 15,40 |
Operación 100% pasta de cacao Pasta de cacao (70%) + harinas (30%)
![]()
![]()
Se encontró que en cuanto al nivel de carbohidratos, el mayor nivel alcanzado corresponde al chocolate ela-
borado en base a la formulación de 70% pasta de cacao más 30% harina de quinua, seguido por el chocolate elaborado a base de 70% pasta de cacao más 30% harina de plátano, y el menor valor de carbohidratos lo obtuvo la formulación con 100% pasta de cacao. Por otro lado, en cuanto a los niveles de ceniza, se encontró
![]()
![]()
Tratamientos
quinua: 30% | maca: 30% | plátano: 30% |
Carbohidratos (g/100g) 31,14 38,02 | 36,54 | 37,54 |
Ceniza (g/100g ) 3,41 3,20 | 1,24 | 1,14 |
Energía Total ( kcal/100g) 608,15 570,78 | 580,04 | 595,08 |
Grasa (g/100g ) 48,27 40,98 | 42,74 | 43,74 |
Humedad (g/100g) 4,89 5,33 | 1,55 | 1,35 |
Proteína ((Nx6 ,25)g/100g) 12,29 12,47 | 12,31 | 13,18 |
Finalmente, y en lo que corresponde al nivel de proteí- nas alcanzado por cada uno de las formulaciones, se
encontró que fue el chocolate producido a base de 70%
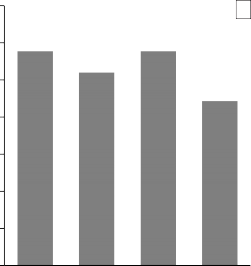
del otro (Tabla 3, Figura 1). Con respecto al sabor, se encontró que las formulaciones T1 y T3, fueron los que lograron un mejor promedio calificativo sensorial, ambos con 5,77, valores que, además, difieren estadís- ticamente del resto de tratamientos (Tabla 3, Figura 1). El menor nivel de calificación en cuanto al sabor, fue alcanzado por el tratamiento que incluye harina de plátano en su formulación.
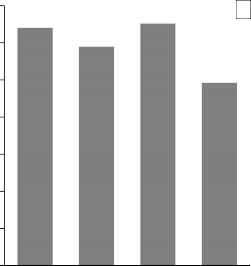
Finalmente, para la textura se evidencia que formula- ción T3, fue la que obtuvo el mejor calificativo con 6,52 de promedio, valor estadísticamente diferente del resto según la prueba de Friedman (Tabla 3, Figura 1). Por otro lado, el chocolate con la formulación T4 alcanzó un promedio calificativo de 4,93, siendo la más rezagado en cuanto a la textura.
La prueba de Friedman estableció diferencia tanto en el aroma, como en el sabor y en la textura, destacando las formulaciones T1 y T3. En cuanto a color no exis- ten diferencias significativas entre los tratamientos.
![]()
pasta de cacao y 30% harina de plátano, el que alcanzó el más alto nivel proteico, seguido del chocolate elabo-
Friedman
X2 P-
rado a base de pasta de cacao y 30% de harina de qui- nua. Los chocolates elaborados a base pasta de cacao 70% más harina de plátano 30%, así como el chocolate elaborado a base de pasta de cacao al 100% alcanzaron los niveles más bajos de proteína.
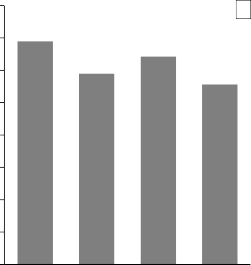
En cuanto los resultados vinculados a los atributos sensoriales evaluados a los tratamientos en estudio, para el aroma, se encontró que la formulación que alcanzó el mayor promedio fue para la formulación T1, evidenciándose además la existencia de diferen- cias significativas a favor de estos resultados (Tabla 3, Figura 1). El resto de formulaciones tuvieron un com- portamiento similar para esta variable. En cuanto al atributo de color, no se encontraron diferencias signifi- cativas, por lo que los tratamientos no difieren el uno
valor
Aroma 15,139** 0,0017 T1
Color 3,787ns 0,2853 Iguales Sabor 16,346** 0,0010 T1, T3
Textura 14,552** 0,0022 T3
![]()
p>0,05: No significativo (ns) p<0,05: Significativo (*) p<0,01: Altamente significativo (**)
7,00
6,00
5,00
4,00
3,00
2,00
1,00
0,00
7,00
6,00
5,00
4,00
3,00
2,00
1,00
0,00
T1 T2 T3 T4
7,00
6,90
6,80
6,70
6,60
6,50
6,40
6,30
6,20
6,10
77,,0000
6,00
5,00
4,00
3,00
2,00
1,00
0,00
T1 T2 T3 T4
los resultados de otros trabajos similares como los reportados por Jácome (2015), quien reportó que en el proceso de producción del chocolate se produjeron pérdidas por encima del 28%.
En el balance de materia prima y con respecto a las formulaciones con adición de harinas, los resultados sugieren una tendencia similar a los alcanzados por la formulación T1, lo que podría indicar que las semillas de cacao con el cual se trabajó es de alta calidad y la sustitución de la pasta del cacao por el 30% de harinas, no representan ni determinan pérdidas mayores dentro del proceso de producción. Cabe señalar, que los mayo- res niveles de pérdida se produjeron en las etapas de
descascarillado y tostado, resultados que se asemejan a los reportados en otros estudios como por ejemplo en el de Jácome (2015), donde refiere que sus pérdidas alcanzaron valores promedios de 18% para el descas- carillado y 13% para el tostado. Sin embargo, la natu- raleza del trabajo y realidades diferentes fueron deter- minantes y variaron en cuanto al porcentaje de perdida en la obtención de los resultados.
Por otro lado, y en referencia a la caracterización fisi- coquímica que vincula al valor nutricional de las for- mulaciones, se determinó que en aquellas donde se utilizaron las harinas, se alcanzaron mayores niveles de carbohidratos que la formulación T1, indicando que
En referencia a la energía total, el chocolate con la formulación T1 fue el que alcanzó el mayor nivel, lo que permite suponer que el cacao contiene altos nive- les de energía total. Sin embargo, cuando se adicionó o reemplazó con la harina de plátano, los valores no fueron significativamente inferiores, lo que tendría relación directa al alto contenido de carbohidratos presente en esta harina (Soto, 2010). Por otro lado, en el nivel de grasa, se aprecia un mayor nivel en la for- mulación T1, guardando relación con la naturaleza del producto, y es que el cacao tiene alto contenido de grasa, evidenciándose que fue superior al chocolate formulado con harinas (Canahua y Mujica, 2014).
Finalmente, para el contenido de proteína, se observó que el chocolate con la formulación T4 alcanzó el mayor nivel de proteína, guardando relación directa con la naturaleza del producto, pues ésta harina posee niveles de proteína sobre el 12,4% (Canahua y Mujica, 2014). Además, se observó que fueron las formulacio- nes T3 y T2, respectivamente, las que alcanzaron los niveles de proteína más elevados, dejando rezagado en el último lugar al T1.
En relación a la caracterización organoléptica de cho- colates para taza, se encontró que en referencia al aroma, el mayor nivel fue alcanzado por la formula- ción T1, lo que es lógico cuando se refiere a que la materia prima utilizada en su producción fue un cacao fino y caracterizado por poseer aromas exquisitos apreciables en el mundo chocolatero. Además, las formulaciones con harina, podría haberse disminuido los niveles de aroma. Estos resultados guardan rela-
ción con el trabajo reportado por Portillo et al. (2009), donde destacan que los mayores niveles de aroma se encontraron en el tratamiento con mayor proporción de cacao.
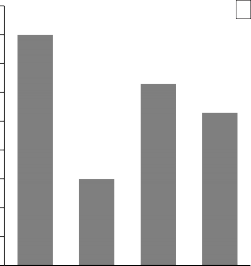
Con respecto al color, los resultados no fueron signifi- cancia entre los valores, evidenciando que la adición de las harinas no lo modifica. Además, la contribución dominante de color que aporta la pasta de cacao en el proceso de producción del chocolate para taza es noto- ria. Definitivamente, estos resultados guardan una estructura lógica y relación directa con los encontra- dos por Schnermann y Schieberle (1997) donde hacen referencia que en una mezcla de chocolate enriquecido con otros agentes, variables como el aroma y color son dominantes en el producto final.
Por otro lado, el sabor tiene un comportamiento dife- rente, pues el chocolate más apetecible resultó ser el T1 y el T3. Posiblemente, los resultados guarden una estrecha relación con los compuestos volátiles que emite la maca en combinación con el chocolate. Resul- tados similares, fueron encontrados por Adaliht et al. (2016), cuando evaluaron la influencia de la adición de hierro y ácido linolénico de origen vegetal en el pan blanco, para su enriquecimiento y fortifica miento en base al requerimiento nutricional, utilizando como fuente la harina de maca, aportando sabor y textura a la masa de pan.
Finalmente, se encontró que los chocolates para taza que alcanzaron los mayores niveles de sabor, tuvieron los mejores niveles de textura, demostrando una rela- ción directa entre estas dos variables. Algo semejante a lo reportado por Pérez (2018), quien comprobó que la adición de maca en trufas de chocolate tuvo diferen- cias significativas en cuanto a sabor y textura.
La adición de las harinas de quinua, maca y plátano no originó efecto negativo sobre las características senso- riales del chocolate para taza. Por lo contrario, éstas contribuyeron a obtener un producto tan apetecible como el chocolate elaborado 100% con pasta de cacao.
Adaliht, J., A. Parillo, V. Choquehuanca, y V. Ibañez. 2016. “Efecto del enriquecido y fortificado con hierro y ácido linolénico en el pan blan- co”. Investigaciones Altoandinas 18 (2): 169
– 178.
Beckett S. 2008. The science of chocolate. Cambridge (Reino Unido): The Royal Society of Chemis- try.
Canahua, A. y Á. Mujica. (2014). “Granos andinos: patrimonio y soporte de la seguridad alimen- taria y nutricional sostenibles.” Agroenfoque. (194), 44-46.
Cañoles, C. 2015. Evaluación de la línea de produc- ción de figuras de chocolate en una empresa mediana de la Región de los Ríos. Tesis de Grado. Universidad Austral de Chile. Valdivia (Chile).
Cheesman, E. 1944. “Notes on the nomenclature, classification and possible relationships of cocoa populations”. Trop Agricult, 21: 144–159.
Codini, M., F. Díaz, M. Ghirardi, I. Villavicencio. 2004. “Obtención y utilización de la manteca de cacao”. Invenio. 7 (12): 143-148.
Herrera C. y N. Ospina. 2016. Nibs de cacao orgánico para mercados verdes. Tesis de Grado. Uni- versidad Tecnológica de Pereira. Pereira (Co- lombia).
Jacome, W. 2015. Diseño de una planta de elabora- ción de chocolate negro y chocolate de leche a partir de licor de cacao. Tesis de Grado.
Escuela Politécnica Nacional. Quito (Ecua- dor).
Menezes, E. W., C. C. Tadini, T. B. Tribess, A. Zuleta,
J. Binaghi, N. Pak, G. Vera, M. C. T. Dan, A.
C. Bertolini, B. R. Cordenunsi, y F. M. Lajolo. 2011. “Chemical composition and nutritional value of unripe banana flour ( Musa acuminata, var. Nanicão).” Plant Foods Hum Nutr 66: 231–237.
Mujica, A., R. Ortiz, A. Bonifacio, R. Saravia, G. Corredor, A. Romero, y S. Jacobsen. 2006. Agroindustria de la quinua (Chenopodium quinoa Willd.) en los países andinos. En Pro- yecto quinua: Cultivo multipropósito para los países andinos PNUD- PROY/INT/01/K01 Perú-Bolivia-Colombia. Informe Técnico. Lima (Perú).
INACAL (Instituto Nacional de Calidad). 2017a. “NTP-Codex Stan 87: Norma para el chocola- te y los productos del chocolate”. Lima (Perú). INACAL (Instituto Nacional de Calidad). 2017b. “NTP-Codex Stan 141: Norma para la pasta
de cacao (licor de cacao/chocolate) y torta de Cacao”. Lima (Perú).
Pang Thau, J. 2004. “Rootstock effects on cocoa in Sabah, Malaysia”. Experimental Agriculture. 40 (4): 445-452.
Pérez, M. 2018. Maca andina: alimento funcional para la menopausia suplementado con calcio. Tesis de Grado. Universidad FASTA. Mar del Plata (Argentina).
Peryam, D. y F. Pilgrim. 1957. “Método de escala hedónica para medir las preferencias alimen- tarias”. Tecnología de alimentos, 11: 9-14.
Portillo E., M. Labarca, L. Grazziani, E. Cros, S. Asse- mat, F. Davrieux, R. Boulanger y M. Marca- no. 2009. “Formación del aroma del cacao Criollo (Theobroma cacao L.) en función del tratamiento pos cosecha en Venezuela”. Revista UDO Agrícola. 9 (2): 458-468.
Piacente S., V. Carbone, A. Plaza, A. Zampelli, y C. Pizza. 2002. “Investigación de los componen-
tes del tubérculo de la maca (Lepidium meye- nii Walp.)”. J. Agr. Food Chem. 50: 5621- 5625 DOI:10.1021 / jf020280.
Schnermann, P. y P. Schieberle. 1997. “Evaluation of key odorants in milk chocolate and cocoa mass by aroma extract dilution analyses”. J. Agric. Food Chem. 45 (3): 867-872.
SINEACE (Sistema Nacional de Evaluación, Acredi- tación y Certificación de la Calidad Educati- va). 2017. “Normas de competencia para la post cosecha y la cata de licor o pasta de cacao”. Lima (Perú).
Sokmen, A. y G. Gunes. 2006. “Influence of some bulk sweeteners on rheological properties of choc- olate.” LWT- Food Science and Technology 39 ( 1 0 ) : 1 0 5 3 - 1 0 5 8 . D O I : 10.1016/j.lwt.2006.03.002
Soto, V. 2010. “Cuantificación de almidón total y de almidón resistente en harina de plátano verde (Musa cavendishii) y banana verde (Musa paradisíaca).” Revista Boliviana de Química 27 (2): 94-99.
Valenzuela, A. 2007. “El chocolate un placer saluda- ble.” Revista chilena de nutrición 34 (3): 1-20. DOI: 10.4067/S0717-75182007000300001
Vásquez, E. 2009. Plan estratégico de Mercado para la promoción del consumo interno de deriva- dos del cacao nacional. Informe final de consultoría. Lima (Perú): MINAGRI.